







Plant area temperature and humidity monitoring system
The factory area temperature and humidity monitoring system is an essential part of modern industrial production environment management. It not only affects production efficiency but also directly influences product quality and the comfort of the working environment. This system ensures that the temperature and humidity in each area of the factory remain at the optimal level through precise sensing and intelligent control, providing a strong guarantee for the stable operation of enterprises.
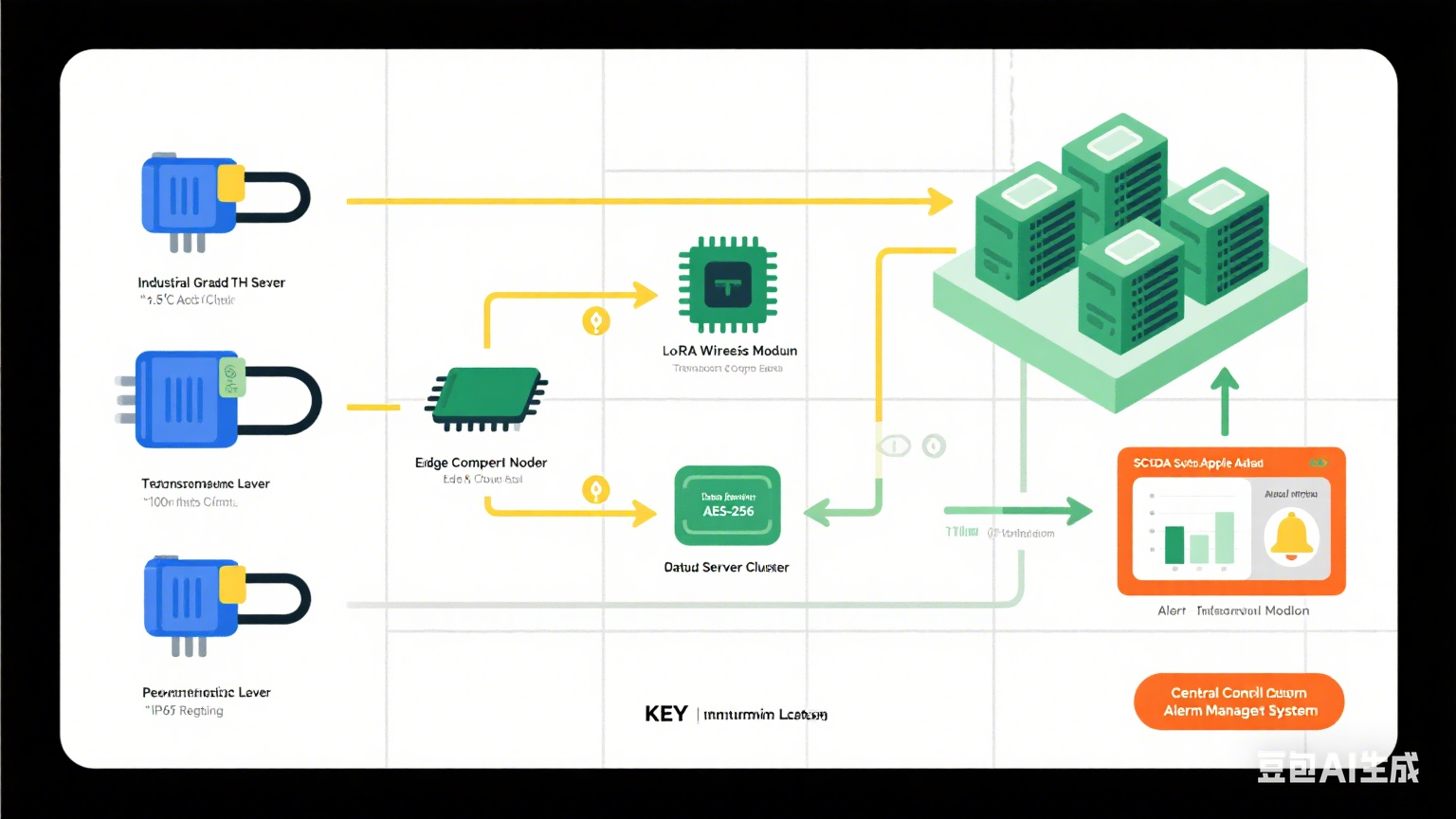
In the factory area temperature and humidity monitoring system, sensors act as the "eyes" to perceive environmental changes, capturing temperature and humidity data in real time and transmitting it to the central control system via wireless technology. The central control system, like a brain, analyzes and processes the received data and intelligently regulates the temperature and humidity based on the preset range. When the temperature and humidity in a certain area exceed the normal range, the system will automatically trigger an alarm mechanism to notify the management for intervention.
The factory area temperature and humidity monitoring system also has powerful data recording and analysis functions. It can store temperature and humidity data for a long time and display the data change trends through charts and curves, providing decision support for managers and enabling them to take preventive measures in advance to ensure the stability of the production environment.
In practical applications, the factory area temperature and humidity monitoring system is widely used in industries such as electronics, pharmaceuticals, and food, where the requirements for production environment temperature and humidity are extremely high. Once the temperature and humidity are out of control, it may lead to a decline in product quality, equipment failure, or even production interruption. The introduction of the temperature and humidity monitoring system is of great significance for ensuring production stability and improving product quality.
With its precise sensing, intelligent control, and data recording and analysis functions, the factory area temperature and humidity monitoring system provides strong support for modern industrial production environment management. With the continuous progress of technology and the expansion of application fields, it is believed that this system will play an even more important role in the future.


